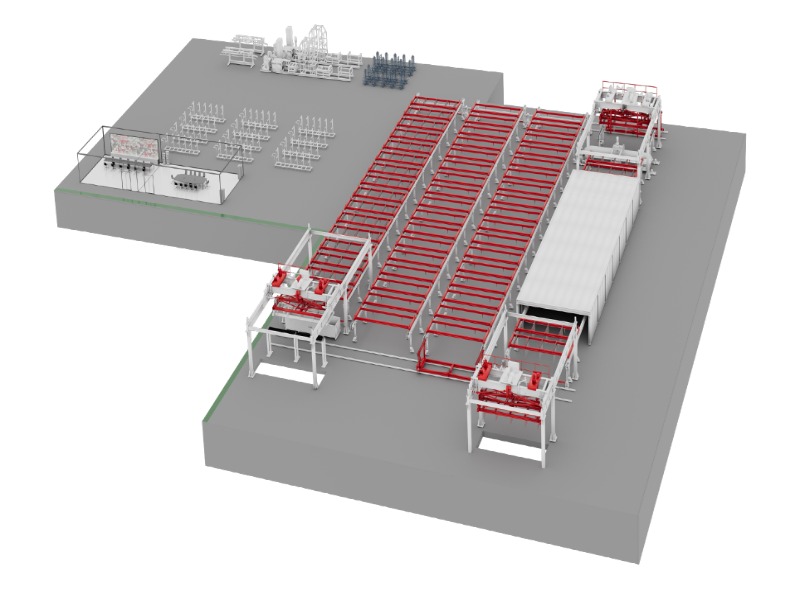
Küresel inşaat sektörü sürdürülebilir, hafif ve yüksek performanslı yapı malzemelerine doğru bir paradigma değişimi yaşıyor. Bu evrimin ön saflarında, olağanüstü ısı yalıtımı ve yapısal bütünlük sunan bir prefabrik duvar ürünü olan Otoklavlanmış Gazbeton (AAC) yer alıyor. Bu malzemenin verimliliği ve kalitesi tamamen malzemenin hassasiyetine bağlıdır. AAC blok üretim hattı .
Hammadde Hazırlama ve Bulamaç İşleme
Herhangi bir gazbeton blok üretim hattının temeli, hammaddelerin titizlikle hazırlanmasıyla başlar. Birincil bileşenler tipik olarak silisli malzemeleri (uçucu kül veya kuvars kumu gibi) ve kalkerli malzemeleri (kireç ve çimento) içerir.
Başlangıç aşamasında kum veya uçucu kül suyla karıştırılır ve ince bir bulamaç oluşturmak üzere bilyalı değirmende işlenir. Eş zamanlı olarak kireç ve alçıtaşı ezilir ve ince toz haline getirilir. Bu aşamadaki tutarlılık ve parçacık boyutu dağılımı, sonraki köpükleştirme işlemi sırasında kimyasal reaksiyonu etkilediklerinden kritik öneme sahiptir. İşlenen bulamaç, çökelmeyi önlemek ve dozaj sistemine istikrarlı bir besleme sağlamak için büyük karıştırma tanklarında depolanır.
Hassas Dozajlama, Karıştırma ve Döküm
Hammaddeler hazırlandıktan sonra gazoz blok üretim hattının "beyni" olan dozajlama ve karıştırma ünitesine aktarılır. Bu aşama, nihai ürünün yapısal özelliklerini korumak için doğruluk gerektirir.
Dozajlama sistemi, önceden tanımlanmış bir formüle göre bulamacı, kireci, çimentoyu ve alüminyum tozunu tartmak için otomatik teraziler kullanır. Bu bileşenler daha sonra yüksek hızlı bir karıştırıcıya boşaltılır. Alüminyum tozunun eklenmesi gaz oluşturucu madde görevi görür. Alkali kireç ve çimento alüminyumla reaksiyona girdiğinde hidrojen gazı açığa çıkar ve karışımda milyonlarca küçük, tekdüze gözenek oluşur.
Yoğun karıştırmanın ardından sıvı yığını büyük çelik kalıplara dökülür. Kimyasal reaksiyonun eşit şekilde başlamasını sağlamak için bu döküm işlemi sıcaklık kontrollü bir ortamda gerçekleştirilmelidir.
Ön Kürleme ve Yükseltme (Yeşil Aşama)
Döküm işleminin ardından kalıplar ön kürleme odasına taşınır. Bu süre zarfında hidrojen gazı hacmi genişlettiğinden karışım ekmek gibi "yükselir". Bu aşama genellikle belirli sıcaklık ve nem seviyelerinde birkaç saat sürer.
Ön kürlemenin sonunda malzeme “yeşil kek” aşamasına ulaşır. Bloklar tutulacak ve kesilecek kadar sağlam ancak hassas tellerle dilimlenebilecek kadar yumuşak kalıyor. Gazbeton blok üretim hattının bütünlüğü, büyük ölçüde, iç çatlakları veya yapısal deformasyonları önlemek için bu ön kürleme aşamasının stabilitesine bağlıdır.
Yüksek Hassasiyette Kesme ve Şekillendirme
Kesim aşaması belki de gazbeton blok üretim hattının görsel olarak etkileyici kısmıdır. Özel bir vinç, yeşil pastayı kalıptan çıkarıyor ve bir kesme makinesine yerleştiriyor.
Modern üretim hatları çift eksenli bir kesme sistemi kullanır:
- Yatay Kesim: Çelik teller pastayı istenilen kalınlık ve yükseklikte dilimler.
- Dikey/Çapraz Kesim: Pasta belirli uzunluklarda kesilir.
Bu süreç, son derece dar toleranslara sahip blokların, panellerin ve lentoların oluşturulmasına olanak tanır. Malzeme hâlâ "yeşil" durumda olduğundan, kesme sırasında oluşan atıklar, bulamaç hazırlama aşamasına geri dönüştürülebilir, bu da AAC blok üretim hattını sektördeki çevre dostu üretim süreçlerinden biri haline getirir.
Otoklavlama: Hidrotermal Reaksiyon
AAC'nin tanımlayıcı özelliği otoklavlama işlemidir. Kesilen bloklar otoklav olarak bilinen büyük bir basınçlı kaba yüklenir. Burada yaklaşık 10 ila 12 saat boyunca yüksek basınçlı buhara (tipik olarak 10 ila 12 bar) ve yüksek sıcaklıklara (yaklaşık 180°C ila 190°C) maruz bırakılırlar.
Bu hidrotermal koşullar altında silika ve kalsiyum reaksiyona girerek AAC'ye benzersiz gücünü, stabilitesini ve yangına dayanıklılığını veren kristal yapı olan Tobermoriti oluşturur. Bu spesifik kimyasal dönüşüm olmasaydı, bloklar modern inşaat için gereken yük taşıma kapasitesine sahip olmayacaktı.
Son İşleme ve Kalite Kontrol
Otoklavlama döngüsü tamamlandıktan sonra bloklar soğutularak ayırma ve paketleme hattına taşınır. Yüksek basınçlı pişirme işlemi sırasında bloklar birbirine hafifçe yapışabileceğinden, bunları yavaşça ayırmak için genellikle bir "ayırıcı" kullanılır.
Gazbeton blok üretim hattının son aşaması sıkı kalite denetimini içerir. Bloklar boyutsal doğruluk, basınç dayanımı ve kuru yoğunluk açısından kontrol edilir. Doğrulandıktan sonra bloklar paletlenir ve taşıma için streç filmle sarılır.
Teknik Özet Tablosu
Aşağıdaki tablo, standart bir üretim tesisindeki her istasyonun temel işlevlerini özetlemektedir:
| Üretim Aşaması | İlgili Birincil Ekipman | Temel Hedef |
|---|---|---|
| Malzeme Hazırlığı | Bilyalı Değirmen, Bulamaç Tankları | Eşit parçacık inceliği ve bulamaç yoğunluğunun elde edilmesi. |
| Dozaj/Karıştırma | Otomatik Terazi, Yüksek Hızlı Mikser | Hassas kimyasal formülasyon ve gaz salımının başlatılması. |
| Döküm | Kalıplar, Dağıtım Arabası | Eşit hacim genişlemesi için karışımın dökülmesi. |
| Kesme | Dikey & Yatay Kesim Makinaları | Yeşil pastanın yüksek boyutsal doğrulukla şekillendirilmesi. |
| Otoklavlama | Yüksek Basınçlı Otoklavlar | Nihai dayanıklılık için hidrotermal reaksiyonun başlatılması. |
| Ambalaj | Ayırıcılar, Paletleyiciler | Bitmiş ürünün lojistik ve depolama için hazırlanması. |
Sonuç
AAC blok üretim hattı kimya ve makine mühendisliğinin bir başyapıtını temsil etmektedir. Otomatik dozajlamayı, hassas kablo kesmeyi ve gelişmiş hidrotermal arıtmayı entegre eden süreç, basit toprak minerallerini bir bina çözümüne dönüştürür. İnşaat dünyası enerji verimliliğine ve karbon azaltımına öncelik vermeye devam ederken, AAC blok üretim hattının rolü geleceğin sürdürülebilir şehirlerini şekillendirmede merkezi olmaya devam edecek.